Alfa e beta amilase.
.
.
.
São a alfa e a beta amilase as enzimas principais responsáveis pela conversão do amido em açúcares durante a mostura. A grande dúvida da maioria dos cervejeiros, iniciantes principalmente, é como cada uma age e qual o resultado esperado se uma ou outra for favorecida durante a mostura.
Mas antes de falar sobre as enzimas precisamos entender o que é o amido contido no malte e o que são os açúcares que queremos produzir.
O amido é um polímero composto por diversos monomeros de açúcares diferentes arranjados das mais diversas formas.
O açúcar pode ser um monomero composto por uma só molécula de glicose.
 Glicose
GlicoseOu pode ser um polímero mais simples (dissacarídeo, trissacarídeo, etc.) como a maltose e maltotriose onde duas ou mais moléculas de glicose se ligam pelo 1o e 4o átomos de carbono, chamada de ligação 1-4.

Maltose

Anotação simplificada da maltose, maltotriose e outros polissacarídeos
Outra forma que as moléculas de glicose podem se juntar é pelo 1o e 6o átomos de carbono, chamada ligação 1-6, formando um dissacarídeo chamado de isomaltose.
 Isomaltose
Isomaltose
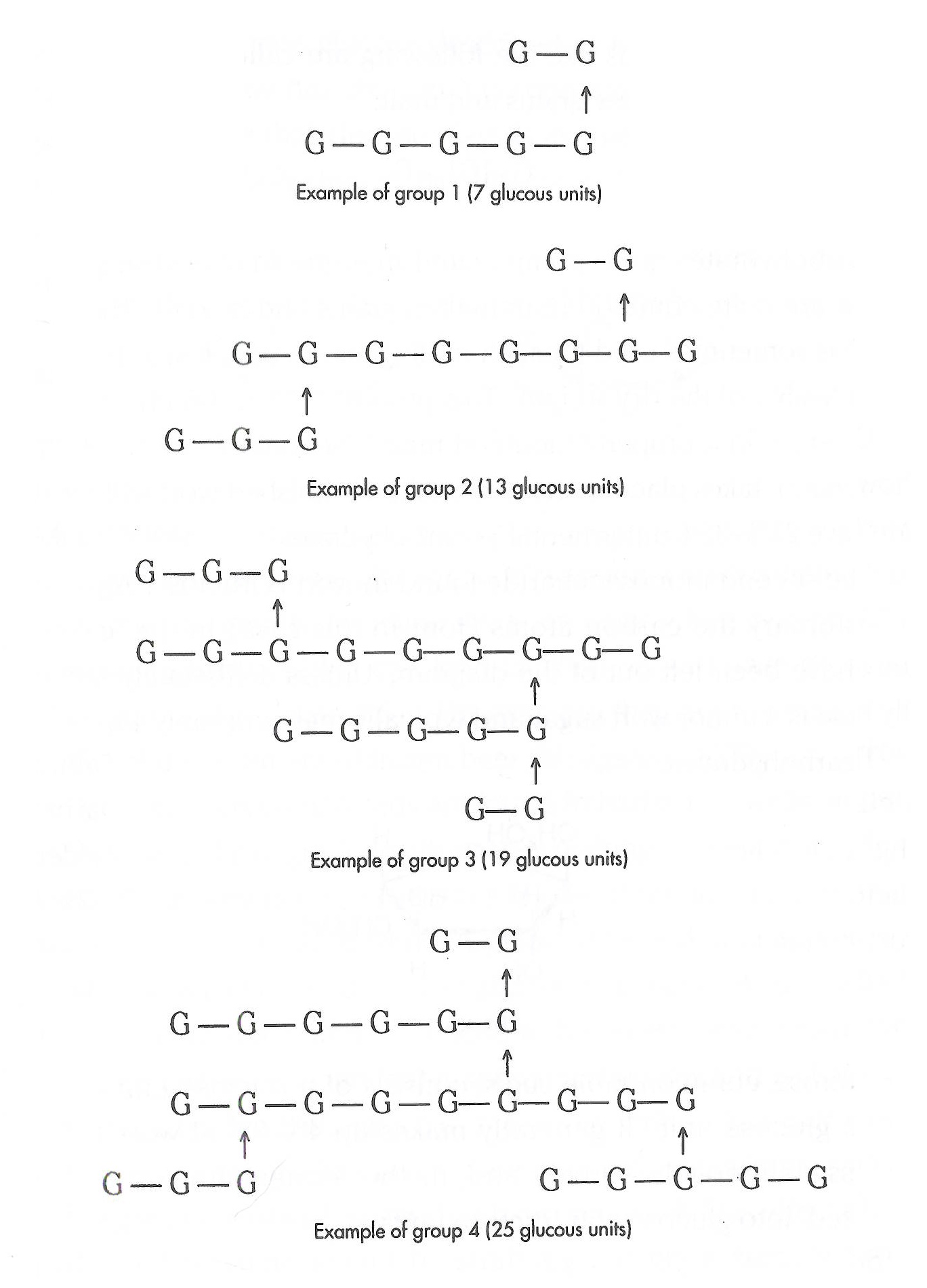
Polissacarídeos que contem tanto ligações 1-4 como 1-6 são as chamadas dextrinas. Devida a essa complexidade as dextrinas não são normalmente metabolizados pelo fermento cervejeiro. Dextrinas dos grupos 1, 2 e 3 não reagem com o iodo, dextrinas do grupo 4 reagem com iodo produzindo uma coloração avermelhada. Cadeias mais complexas e maiores irão reagir com o iodo produzindo uma tonalidade azul escura.
 Grupos de polissacarídeos
Grupos de polissacarídeos
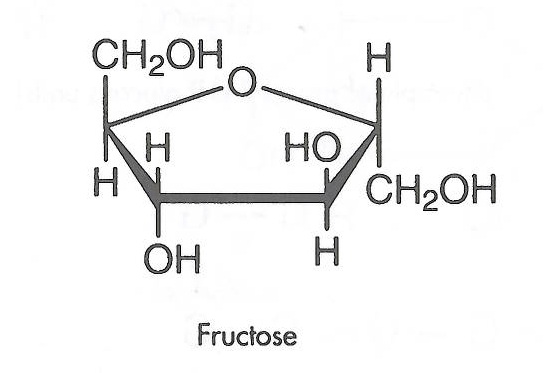
Outros grupos de carbohidratos presentes no malte e no mosto cervejeiro são a frutose (1-2% dos carbohidratos no mosto) e a sacarose (4-8% dos carbohidratos do mosto). A sacarose é normalmente invertida em frutose e glicose durante a fermentação.
 Frutose
Frutose
Agora vem a pergunta. O QUE TUDO ISSO TEM A VER COM AS ENZIMAS??? Tudo.
Cada uma das duas enzimas age sobre um tipo de ligação entre as moléculas de açúcar que formam as moléculas de amido (carbohidratos).
A Beta amilase quebra ligações 1-4 próximas as pontas das moléculas de amido. Ela não quebra ligações 1-6 ou ligações 1-4 próximas a ligações já quebradas (*).
 Ação da beta amilase
Ação da beta amilase
A Alfa amilase quebra qualquer ligação 1-4 da molécula de carbohidrato.
 Ação da alfa amilase
Ação da alfa amilase
As ligações 1-6 podem ser quebradas pelas enzimas carbohidrase (limit dextrinase) ativadas durante o processo de malteação.
 Ação da carbohidrase
Ação da carbohidrase
Como várias referências já mostraram existem temperaturas e índices de pH que favorecem a atuação de uma enzima ou de outra. Sendo a temperatura o fator determinante de qual enzima será predominante.

Outra informação importante é que a enzima Beta amilase desnatura a 65oC. Portanto, uma vez sendo o grist aquecido acima desta temperatura a Beta será totalmente inativada. Não adiantando abaixar a temperatura depois.
Deste modo se olharmos o gráfico temos 3 regiões bem definidas:
60-65oC – onde as 3 enzimas estão ativas, Beta, Alfa e Carbohidrase – maior quebra das cadeias de amido e carbohidratos em açúcares mais simples, menor quantidade de dextrinas.
65-67oC- somente Alfa e Carbohidrase estão ativas – menor quebra das cadeias de amido e carbohidratos, média quantidade de dextrinas.
68-70oC- somente Alfa esta ativa, maior quantidade de dextrinas.


Assim para um mosto mais fermentável e uma cerveja mais leve (com menos corpo) possível é preciso fazer a mostura entre 60 e 65oC atentando para não deixar a temperatura passar dos 65oC evitando desnaturara a enzima Beta Amilase. Se for necessário ligar o mosto para
Para um mosto menos fermentável e uma cerveja mais encorpada é preciso fazer a mostura acima de 65oC. E para uma cerveja mais encorpada (fora da faixa da carbohidrase) acima de 67oC.
PS.: Um ponto sobre temperaturas que não tem muita coisa a ver com enzimas é que uma parada de pelo menos 15 minutos a 60oC ajuda a solubilizar o amido e as enzimas no mosto. Ou seja mesmo que queira uma cerveja com mais corpo e menos atenuada, uma breve parada a 60oC ajuda muito a aumentar a eficiência de conversão.
 Isomaltose
IsomaltosePolissacarídeos que contem tanto ligações 1-4 como 1-6 são as chamadas dextrinas. Devida a essa complexidade as dextrinas não são normalmente metabolizados pelo fermento cervejeiro. Dextrinas dos grupos 1, 2 e 3 não reagem com o iodo, dextrinas do grupo 4 reagem com iodo produzindo uma coloração avermelhada. Cadeias mais complexas e maiores irão reagir com o iodo produzindo uma tonalidade azul escura.
 Grupos de polissacarídeos
Grupos de polissacarídeosOutros grupos de carbohidratos presentes no malte e no mosto cervejeiro são a frutose (1-2% dos carbohidratos no mosto) e a sacarose (4-8% dos carbohidratos do mosto). A sacarose é normalmente invertida em frutose e glicose durante a fermentação.
 Frutose
FrutoseAgora vem a pergunta. O QUE TUDO ISSO TEM A VER COM AS ENZIMAS??? Tudo.
Cada uma das duas enzimas age sobre um tipo de ligação entre as moléculas de açúcar que formam as moléculas de amido (carbohidratos).
A Beta amilase quebra ligações 1-4 próximas as pontas das moléculas de amido. Ela não quebra ligações 1-6 ou ligações 1-4 próximas a ligações já quebradas (*).
 Ação da beta amilase
Ação da beta amilaseA Alfa amilase quebra qualquer ligação 1-4 da molécula de carbohidrato.
 Ação da alfa amilase
Ação da alfa amilaseAs ligações 1-6 podem ser quebradas pelas enzimas carbohidrase (limit dextrinase) ativadas durante o processo de malteação.
 Ação da carbohidrase
Ação da carbohidraseComo várias referências já mostraram existem temperaturas e índices de pH que favorecem a atuação de uma enzima ou de outra. Sendo a temperatura o fator determinante de qual enzima será predominante.

Outra informação importante é que a enzima Beta amilase desnatura a 65oC. Portanto, uma vez sendo o grist aquecido acima desta temperatura a Beta será totalmente inativada. Não adiantando abaixar a temperatura depois.
Deste modo se olharmos o gráfico temos 3 regiões bem definidas:
60-65oC – onde as 3 enzimas estão ativas, Beta, Alfa e Carbohidrase – maior quebra das cadeias de amido e carbohidratos em açúcares mais simples, menor quantidade de dextrinas.
65-67oC- somente Alfa e Carbohidrase estão ativas – menor quebra das cadeias de amido e carbohidratos, média quantidade de dextrinas.
68-70oC- somente Alfa esta ativa, maior quantidade de dextrinas.


Assim para um mosto mais fermentável e uma cerveja mais leve (com menos corpo) possível é preciso fazer a mostura entre 60 e 65oC atentando para não deixar a temperatura passar dos 65oC evitando desnaturara a enzima Beta Amilase. Se for necessário ligar o mosto para
Para um mosto menos fermentável e uma cerveja mais encorpada é preciso fazer a mostura acima de 65oC. E para uma cerveja mais encorpada (fora da faixa da carbohidrase) acima de 67oC.
PS.: Um ponto sobre temperaturas que não tem muita coisa a ver com enzimas é que uma parada de pelo menos 15 minutos a 60oC ajuda a solubilizar o amido e as enzimas no mosto. Ou seja mesmo que queira uma cerveja com mais corpo e menos atenuada, uma breve parada a 60oC ajuda muito a aumentar a eficiência de conversão.